Difference between revisions of "Minutes-7-28-2011"
| Line 13: | Line 13: | ||
#* Status and plans [http://www.jlab.org/htbin/PHYSICS/halld/enote112.pl?nb=notebook&action=view&page=571 efficiency plot] | #* Status and plans [http://www.jlab.org/htbin/PHYSICS/halld/enote112.pl?nb=notebook&action=view&page=571 efficiency plot] | ||
# Other | # Other | ||
| − | |||
| − | |||
= Minutes = | = Minutes = | ||
| Line 24: | Line 22: | ||
- Dave (see the construction tracking): Techs are finishing the cathodes for cell#5 and started working on cell#6 cathodes. The components on wire frame #3 were soldered (except few resistors). Today started tension measurements on wire frame #4. | - Dave (see the construction tracking): Techs are finishing the cathodes for cell#5 and started working on cell#6 cathodes. The components on wire frame #3 were soldered (except few resistors). Today started tension measurements on wire frame #4. | ||
| − | - Dave: Yesterday we started testing the electroplating. First attempt not successful because of wrong polarity. Following the old prescription resulted in Cu deposition that was too brittle. | + | - Dave: Yesterday we started testing the electroplating. First attempt not successful because of wrong polarity. Following the old prescription resulted in Cu deposition that was too brittle. Later Bill studied the procedure (see xlsx file attached) and concluded that the current must be much lower and correspondingly the plating time bigger. The last sample using his procedure was shown at the meeting and looked much better. So, thanks to David's micro-controller one can easily change these parameters and improve the procedure. Eugene: what is the QA for this? Bill: looking with high magnification microscope (need price estimate), measuring the diameter with micrometer, may try using the laser sensor and Caleb will look into that, and finally testing with HV. |
| − | - | + | - Lubomir studied the leakage currents between the field and sense wires and it turned out it is the new epoxy (Epolite) to be blamed. On an old wire frame short field and sense wires were soldered (11 of each type) on two separate HV boards in the middle of the frame. They were covered with Epolite on one board and with the old epoxy (Epon, used for the prototype) on the other board. After ~24 hours we applied HV and the leakage current between the field and sense wires at the Epolite side was ~40 times higher (~5uA at 500V) than on th Epon side. We found also that the current depends strongly on the humidity. That's why after flushing wire frame #2 with nitrogen for 3 days the current went down from ~7 uA at 2000V to ~500 nA, and this value is still high. Conclusion: we will switch to the old epoxy since there's no time for investigations. Also we will investigate how to "fix" the first four wire frames made already with Epolie, most likely by drying them in a nitrogen box. |
| − | |||
| − | |||
| − | - | + | <!-- |
| + | |||
| + | |||
| − | |||
| − | |||
== Engineering == | == Engineering == | ||
Revision as of 16:27, 28 July 2011
July 28, 2011 FDC meeting
Agenda
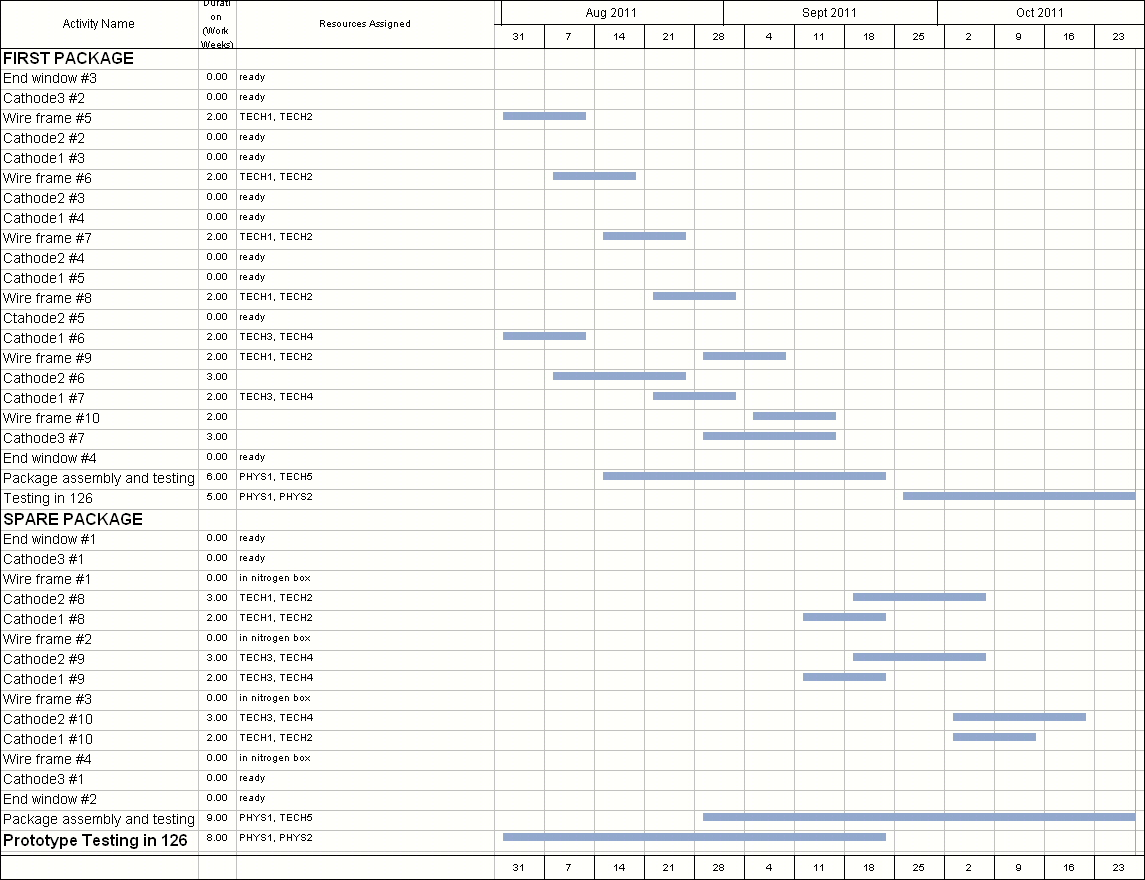
- Production Construction Tracking (Dave)
- Status
- Wire deadening Bill's calculations
- Leakage current tests (Lubomir)
- Revised short term production schedule (Lubomir)
- Engineering update (Bill)
- Electronics update (Chris)
- Chamber testing at EEL126 (Beni)
- Status and plans efficiency plot
- Other
{kind=link}
Minutes
Participants: Eugene, Bill, Dave, Chris, Beni, Simon, Caleb, and Lubomir.
Production
- Dave (see the construction tracking): Techs are finishing the cathodes for cell#5 and started working on cell#6 cathodes. The components on wire frame #3 were soldered (except few resistors). Today started tension measurements on wire frame #4.
- Dave: Yesterday we started testing the electroplating. First attempt not successful because of wrong polarity. Following the old prescription resulted in Cu deposition that was too brittle. Later Bill studied the procedure (see xlsx file attached) and concluded that the current must be much lower and correspondingly the plating time bigger. The last sample using his procedure was shown at the meeting and looked much better. So, thanks to David's micro-controller one can easily change these parameters and improve the procedure. Eugene: what is the QA for this? Bill: looking with high magnification microscope (need price estimate), measuring the diameter with micrometer, may try using the laser sensor and Caleb will look into that, and finally testing with HV.
- Lubomir studied the leakage currents between the field and sense wires and it turned out it is the new epoxy (Epolite) to be blamed. On an old wire frame short field and sense wires were soldered (11 of each type) on two separate HV boards in the middle of the frame. They were covered with Epolite on one board and with the old epoxy (Epon, used for the prototype) on the other board. After ~24 hours we applied HV and the leakage current between the field and sense wires at the Epolite side was ~40 times higher (~5uA at 500V) than on th Epon side. We found also that the current depends strongly on the humidity. That's why after flushing wire frame #2 with nitrogen for 3 days the current went down from ~7 uA at 2000V to ~500 nA, and this value is still high. Conclusion: we will switch to the old epoxy since there's no time for investigations. Also we will investigate how to "fix" the first four wire frames made already with Epolie, most likely by drying them in a nitrogen box.